当社は耐熱合金の加工実績があります。
材質:インコネル600 718
加工内容:外・内径切削、外径ねじ切り、小径深穴ドリル加工、ミーリング、溝入れ等
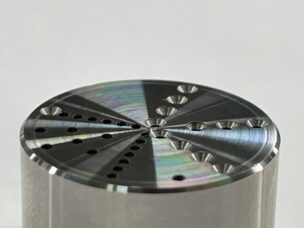
画像はφ1.0mmで深さ10mm程度まで加工したものになります。












当社は耐熱合金の加工実績があります。
材質:インコネル600 718
加工内容:外・内径切削、外径ねじ切り、小径深穴ドリル加工、ミーリング、溝入れ等
画像はφ1.0mmで深さ10mm程度まで加工したものになります。
当社の表面粗さ計を更新しました。
新たに導入したのは東京精密のSURFCOM TOUCH 550です。
これまで使用していた表面粗さ計は94年JIS規格対応でしたが、13年JIS規格に対応する設備に更新しました。


当社では旋削加工後の表面処理まで承っております。
【熱処理加工】浸炭・ガス軟窒化・調質
【メッキ処理】黒染め・硬質クロム・三価クロメート・無電解ニッケル・亜鉛
【表面処理】アルマイト・陽極酸化・リン酸マンガン・ステンレス不働態被膜
【コーティング】DLC・CrN・TiN
各種実績がございます。
お気軽にお問い合わせください。
 材質:耐熱耐食合金(HRC43)
材質:耐熱耐食合金(HRC43)
※詳細についての説明は差し控えさせていただきます。
